Oxy-fuel gassvetsning är en fusionssvetsning där komponenter är permanent sammanfogade. Här levereras värme genom att bränna ett lämpligt gasformigt kolhaltigt bränsle med syre. Potentiellt bränsle oxy-bränsle gassvetsning innehåller acetylen, Propen, propan, MAPP (metylacetylen-propadienpropan) gas och naturgas; acetylen (C2H2) används emellertid ofta eftersom det ger maximal flamtemperatur. Både bränsle och syre lagras separat i cylindrar, och dessa blandas i en fackla innan de levererar blandningen genom ett munstycke. Denna blandning antänds sedan för att producera en flamma. Den exoterma reaktionen av förbränning mellan acetylen och syre producerar värme. Denna värme används för att smälta ner faying ytorna av basplattorna och tillsatsmetall för att bilda en svetspärla. En fast volym (eller massa) av syre är alltid önskvärt för fullständig förbränning av per volymenhet (eller massa) av ett visst bränsle. Den erforderliga volymen / massan av syre för ett givet bränsle kan teoretiskt erhållas genom stökiometrisk analys. För förbränning av acetylen i syre är det stökiometriska syre-bränsleförhållandet 13,26 : 1 (baserat på massa) eller 11,92: 1 (baserat på volym). Det indikerar att 13,26 kg syre krävs för fullständig förbränning av 1 kg acetylen. Alternativt krävs 11,92 m3 syre för fullständig förbränning av 1 m3 acetylen.
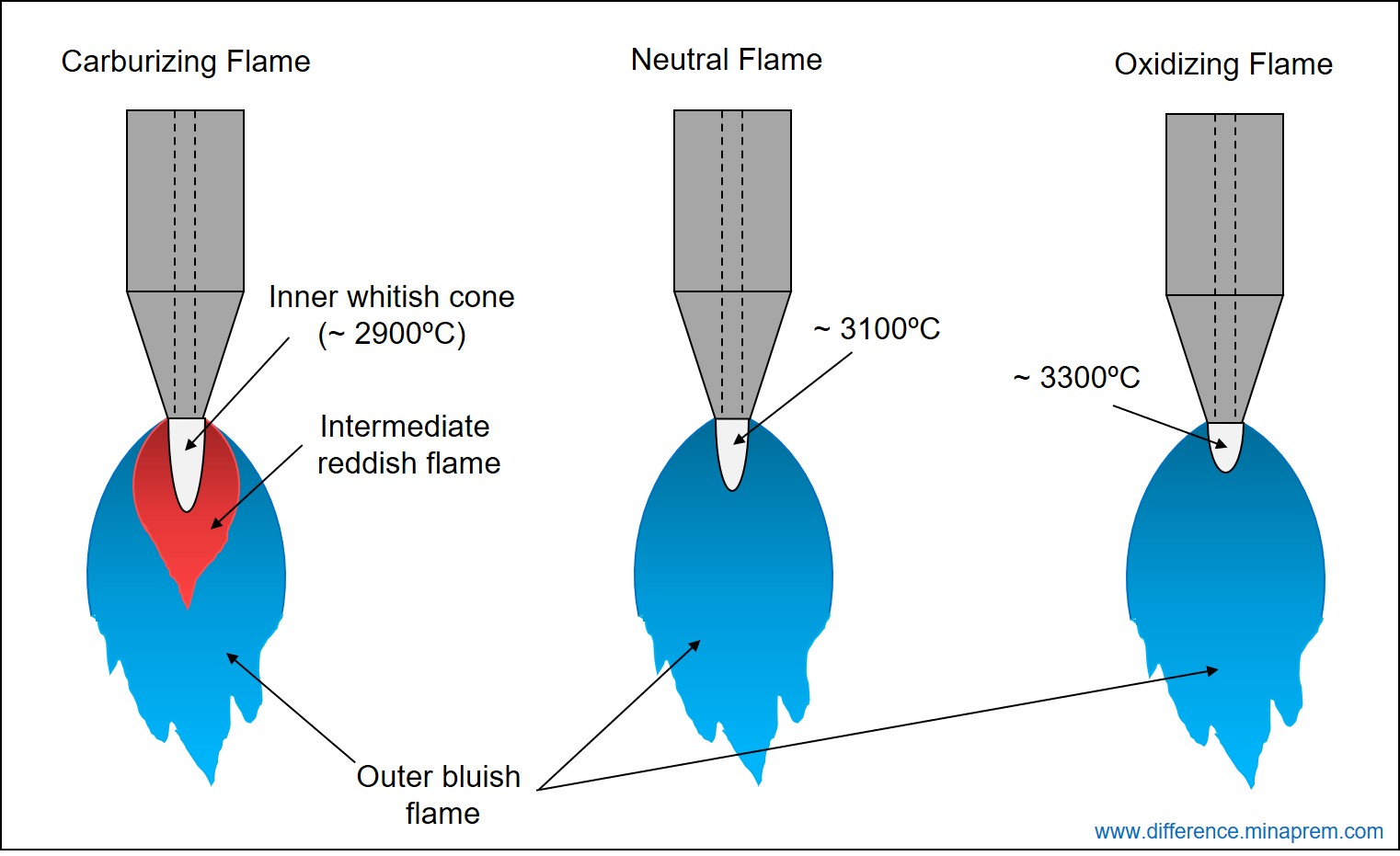
vid Oxi-acetylengassvetsning, om syre-acetylenblandningen är stökiometrisk, är den resulterande flammen en neutral flamma. Här reagerar hela acetylen och syre som tillförs genom munstycket med varandra för att producera koldioxid och vattenånga, och inget acetylen eller syre förblir rester efter förbränningen. På samma sätt, om mer acetylen tillförs än vad som krävs stökiometriskt, kommer en viss mängd acetylen att förbli kvar som rest. Den resulterande flamman är känd som Karburerande flamma eller reducerande flamma. Eftersom acetylen är ett kolhaltigt element, så kan överskottet acetylen reagera med syreelementen närvarande i den smälta svetspärlan. Detta kan resultera i en hård och spröd svetspärla. Å andra sidan, om mer syre tillförs än vad som krävs stökiometriskt, kommer viss mängd syre att förbli kvar även efter fullständig förbränning av hela acetylen. Den resulterande flamman kallas oxiderande flamma, eftersom överskottet av syre kan oxidera elementen i smält svetspärla ytterligare. Typiskt utseende av tre typer av flamma visas ovan. Olika likheter och skillnader mellan uppkolning eller reducerande flamma och oxiderande flamma ges nedan i tabellformat.
- oavsett flamtyp är tillförsel av gasformigt kolhaltigt bränsle och syre nödvändigt. Baserat på den relativa flödeshastigheten för bränsle och syre ändras flamtypen.
- förbränning mellan bränsle och syre sker i båda typerna av låga. Även om förbränningens fullständighet varierar för olika typer av låga.
- en inre vitaktig kon bildas precis vid munstycksutgången oavsett flamtyp. Storleken, temperaturen och värmeintensiteten i denna inre kon varierar dock beroende på flamtypen.
- de flesta industriella gassvetsbrännare har möjlighet att separat manipulera matningshastigheten för acetylen och syre. Således kan en reducerande flamma lätt omvandlas till neutral eller oxiderande flamma genom att justera ventilerna även under svetsning eller vice versa.
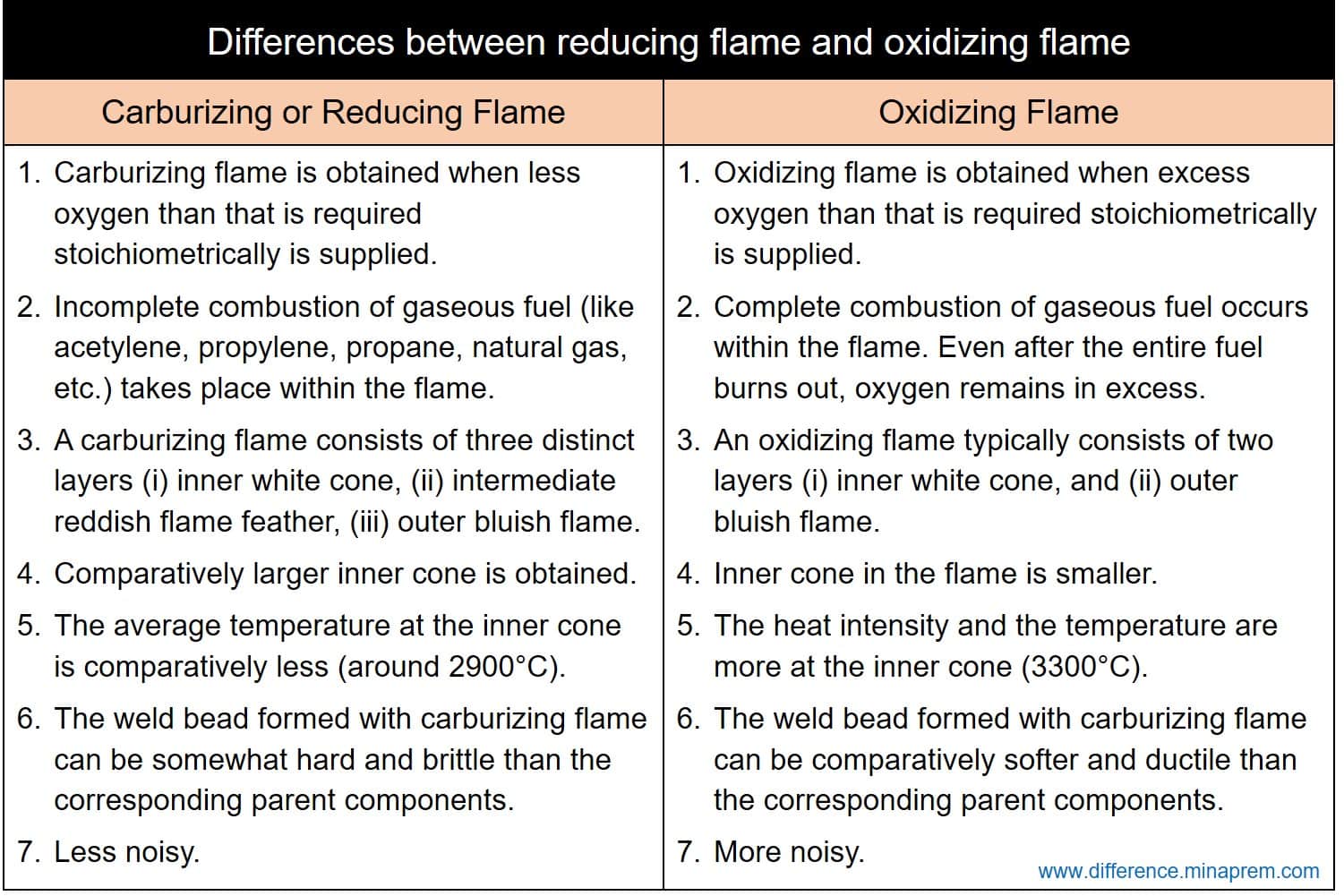
skillnader mellan reducerande flamma och oxiderande flamma
| karburering eller reducerande flamma | oxiderande flamma |
|---|---|
| karburerande flamma erhålls när mindre syre än vad som krävs för stökiometriskt fullständig förbränning tillförs. | oxiderande flamma erhålls när överskott av syre än vad som krävs för stökiometriskt fullständig förbränning tillförs. |
| ofullständig förbränning av gasformigt bränsle (som acetylen, Propen, propan, naturgas etc.) äger rum inom lågan. | fullständig förbränning av gasformigt bränsle sker i flamman. Även efter att hela bränslet brinner ut, kvarstår syre i överskott. |
| en karburerande flamma består av tre distinkta lager (i) inre vit kon, (ii) mellanliggande rödaktig flammefjäder och (iii) yttre blåaktig flamma. | en oxiderande flamma består vanligtvis av två lager (i) inre vit kon och (ii) yttre blåaktig flamma. |
| på grund av brist på syre uppstår första steget av förbränningsreaktion (acetylen till kolmonoxid) för ett större område. Detta resulterar i en relativt större inre kon. | på grund av överskott av syretillförsel sker det första steget av förbränningsreaktionen snabbt inom ett litet område. Detta resulterar i en mindre inre kon. |
| på grund av större storlek är medeltemperaturen vid den inre konen jämförelsevis mindre (cirka 2900 kcal C). Värmeintensiteten är också relativt mindre vid den inre konen. | på grund av mindre storlek är värmeintensiteten och temperaturen mer vid den inre konen. Den inre konens temperatur kan vara så hög som 3300 C. |
| Karburerande flamma kan (i) inducera kolatomer i svetspärlan, eller (ii) Ta ut syreatomer från svetspärlan. | oxiderande flamma kan (i) diffundera syreatomer i svetspärlan, eller (ii) Ta ut kolatomer från svetspärlan. |
| svetspärlan som bildas med karburerande flamma kan vara något hård och spröd än motsvarande moderkomponenter. | svetspärlan som bildas med karburerande flamma kan vara relativt mjukare och duktil än motsvarande moderkomponenter. |
| gassvetsning med denna flamma är mindre bullrig. | gassvetsning med denna låga kan vara jämförelsevis mer bullrig. |
| Karbureringsflamma kan användas när komponenter är rika på kol eller fria från syre. Denna flamma används ofta vid sammanfogning av högkolstål, gjutjärn, höghastighetsstål, syrefri koppar etc. | oxiderande flamma föredras för sammanfogning av komponenter tillverkade av järnlegeringar med låg kolhalt och icke-järnlegeringar. |